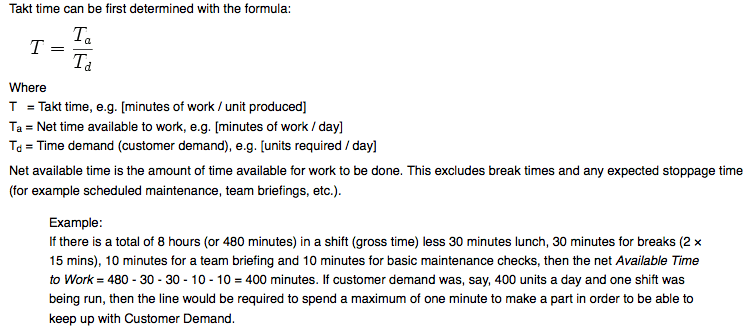
What is Takt Time and How to Define It?
The concept of takt time is one of the trickiest concepts and calculations to grasp when designing a Lean Production system. Takt time calculations determine the customers demand, broken down into small, level loaded units. It is NOT a reflection of your capacity or current ability; takt time also doesn’t concern itself with your cycle times or lead times. It is the frequency with which a unit needs to be completed, or comes out the end of your production pipeline, to meet your customer orders. This then sets the heartbeat of production activties, like a conductor coordinating an orchestra.
Takt Time Definition:

We use Takt time to determine our Future State requirements and setting the production parameters. While customers orders are steady and the Takt time is constant, we can only then influence our lead-times or our level of inventory. If our Take t time decreases (customer orders increase) we either need to make our units faster (decreasing the lead time) or increasing the inventory.
What is Takt Time and How to Define It?
In its simplest form, takt time is the amount of time available to produce one unit of product divided by the number of units required per period. The critical thing to remember about takt time is that it represents the customer-demand-based pace of work. If you want to use takt time to improve your process, you need to understand your customer’s requirements.

Once you know the takt time, you can work to optimize your process to meet or exceed the required pace. There are several ways to do this, but standard methods include reducing process times, increasing worker productivity, and improving process quality. Understanding and utilizing takt time can significantly improve your manufacturing or assembly process.
How to calculate takt time?
To calculate takt time, you need to know two things: the available production time and the customer demand.
The available production time is the amount of time it takes to build a product from start to finish. For example, if it takes two hours to assemble a product, the available production time would be two hours.
The customer demand is the number of units that the customer requires. For example, if the customer demands 100 units per day, then the customer demand would be 100 units.
To calculate takt time, you must divide the available production time by the customer demand. For example, if the available production time is two hours and the customer demand is 100 units, then the takt time would be two minutes (2 hours / 100 units = 2 minutes).
Takt time can be used to measure a manufacturing process’s performance and identify areas where improvement is needed. It is important to note that takt time should not be confused with cycle time, which is the amount of time it takes to produce one unit of a product.
How to calculate cycle time?
To calculate cycle time, lean practitioners identify all of the process steps involved in completing a product or service, from start to finish. They then add up the total time for all steps, including any time spent waiting for tasks to be completed by others. This helps lean practitioners to identify opportunities for improvement. For example, if a manufacturing process has a cycle time of 10 minutes, but one of the steps takes two minutes longer than it should, this can be a cause for concern. By reducing the cycle time of individual steps, lean practitioners can help to improve the overall efficiency of a process.
Simply put, cycle time is the average time to complete one production cycle. To calculate it, divide the total production time by the number of units produced.
What is the difference between takt time and cycle time?
Takt time and cycle time are both important metrics in manufacturing, as they provide a way to measure productivity and efficiency. While takt time tells you how often a new unit must be produced in order to meet customer demand, cycle time provides a way to track how long it takes to actually produce a unit.
To put it simply, takt time is the pace at which work must be done, while cycle time is the amount of time it takes to complete one cycle of work. In order to meet takt time, workers must complete one cycle of work in less time than the takt time. This can often be accomplished by working faster or by streamlining the process so that there are fewer steps involved. Meeting takt time is essential for keeping production moving smoothly and ensuring that customer demand is met.
By tracking both metrics, manufacturers can identify bottlenecks in their production process and work to improve efficiency.
What is takt time in lean manufacturing?
In lean manufacturing, takt time is the maximum time that can pass between the completion of one unit of a product and the start of the next unit. In other words, it is the pace at which products must be produced to meet customer demand.
Knowing the takt time is important because it helps to define the tempo of production and ensures that products are being produced at a consistent rate. It also helps to identify any potential bottlenecks in the production process so they can be addressed. By understanding and managing takt time, lean manufacturing organizations can better meet customer demand while reducing waste and increasing efficiency.
Plant layout and takt time
In lean manufacturing, one of the first things that are done is to determine the takt time. Once the takt time is known, the next step is to layout the plant so that everything needed to produce the product is in close proximity. This is important because it reduces wasted time and motion, which can lead to higher profits and a better quality product. In some cases, the plant layout may need to be changed in order to accommodate changes in takt time.






{kind=link}