Lean Thinking has evolved over the years and while the latest buzzword is Industry 4.0, improving plant layouts using Lean methodologies can hugely improve plant efficiency. In fact, our lean consultants are yet to find any plants where improvements in layouts can’t make positive and lasting changes.
Many plant managers today experience the same pain points that were common years ago:
- At capacity with bottlenecks in production.
- Too much fire fighting and fixing problems.
- Long production and lead times.
- An unpleasant work environment with too much finger-pointing, blame, and excuses.
If you are new to Lean or heard of it and maybe exploring your options, we’ve broken down this article into 4 parts which you can jump right into after clicking on the links below:
- What is a Lean Plant Layout?
- What are the differences between a Traditional and Lean Plant Layout?
- What is a good Lean Plant Layout?
- Why it’s important to have a Lean Plant Layout?

What is a Lean Plant Layout?
Having an effective plant layout is one of the keys to success in factory management. It will not only have a direct effect on the efficiency of your operations but also affect the total operation of your company, including the production processes, inventory, dispatch, and administration.
When talking about plant layout there are always varying views as to what is a ‘good’ plant layout. These views will change depending on the type of layout you wish to achieve.
Here at TXM, we call a good plant layout, one that applies Lean principles to create a Lean plant layout. As you may know, Lean eliminates wastes, and deliver values to your customers with lower costs, high quality, shorter lead time, safer and high morale.
Lean facilities create a seamless flow for material and information, minimising handling time and effort, saves on floor space, shortens lead times to customers, increases productivity and quality. If you are designing or redeveloping your operations a Lean plant layout will help you create a more flexible and efficient use of your space.

What are the Differences Between a Traditional and Lean Plant Layout Design?
There are a variety of factors that differentiate a Lean plant layout from a Traditional plant layout.
Process-Based vs Value Stream-Focused
Traditional plant layout focuses more on process-based departments. Similar machines are grouped into functional work centers or workshops. A typical traditional machinery factory might be separated into workshops of cutting, fabrication, machining, and assembly. Usually, there are walls between these different workshops, and materials are transported between department by forklifts.
To make production more economical, work is often done in batches (in the name of economic batch quantity). This leads to high levels of work-in-process inventory and long lead times.
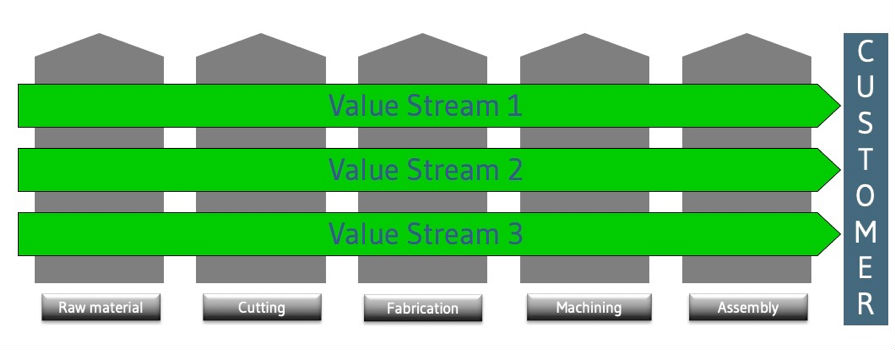
Lean plant layout focuses on value streams, all value-added steps from raw materials until the delivery to your customer. Lean layouts are more likely to combine processes horizontally across the factory, compared to vertical process departments like silos in a traditional facility layout. With a Lean layout, different machines tend to be grouped by product families (a group of products that passes through common processes or equipment and they have similar work content). As the processes are connected in a Lean layout, much less material handling is required.
Suffering from massive inventory between processes and several accidents with the forklift, one plant manager set “no forklift on the shopfloor” as the goal for their new plant layout. The Lean layout reduced material handling dramatically, forklifts were not required anymore, batch sizes were reduced, this led to less work-in-process inventory and shorter lead times.
Cost-Per-Unit vs Flexible
Most manufacturers have several large machines that are key to the quality and cost of the product. The traditional mass production requires larger equipment to make larger batches within less time and lower cost.
The large equipment might be efficient on a per-unit basis, but actually, impede material flow through the facility. Traditional plant layout developers place these large machines in layouts but impede materials flows and cause stoppages and blockages. They proudly show us how much capacity they have, how fast they can run, and how low the cost-per-unit can be. However, they usually forget to mention that the large machinery is usually expensive, brings higher work-in-process inventory before and after, and is inflexible when demand changes, which happens regularly.
Instead of the too-large-to-be-easily-moved machinery in traditional plant layout, Lean Layouts try to use smaller equipment dedicated to each product family. Right-sized equipment is selected to suit the demand of the value streams, with quick changeover to enable smaller batch size.
Manufacturing Layout Agility
What’s more important, they are easy to install, easy to move and more flexible to changes to demand. Some manufacturing cells even have equipment on casters for easy movement to align with takt time from the customers. Lean Layouts use small and precisely sized equipment to make the flow to the customers faster and more flexible, which helps manufacturers be more agile to demand.
Beautiful vs. Visual Controls
Factories are meant to be functional. Sometimes aesthetic considerations are allowed to over-ride common sense. We have seen factories that are spectacularly beautiful on the inside, with large spaces between lines or machines or even with fountains, trees, tables, and chairs between machines. Usually, the excess space is quickly occupied with excess work-in-process inventory. The wide spaces also lock in excessive movement and transportation waste.
As for the “garden” in the factory people never sit at these tables & chairs and they simply provide a detour for transporting goods to the next process. So, when designing a factory layout, forget aesthetic beauty and focus on function. At TXM we believe a well-designed Lean production cell operating smoothly to takt time is actually a thing of beauty in itself!
As we know, Lean originated from Japan, with a population density of around 336 people per km² (compare to Australia’s 3 people per km²). Factories have to organise everything efficiently on tiny space as the land is precious there, which drove Japanese factories towards Lean plant layouts.
Lean plant layouts usually have very little room between machines thus preventing inventory from building up, as well as reducing motion and transportation. Less waste will be generated, excessive inventory will reduce, as will over-production, motion, and transportation. Moreover, when there is a waste, it becomes visible. Lean facility layout makes the flows of people, material, and information more streamlined, and use visual controls to make obstacles and stops of flows visible.
Lean plant layouts use visual controls for better communication and set visual standards. Adhesive floor markings are used instead of area painting applied on the shop floor, which makes the communication of layout changes easier and cheaper.


What is a Good Lean Plant Layout?
So how can you tell your plant layout is a suitable Lean plant layout? Here are five criterions you can apply to see if your layout is really a Lean plant layout.
Connection to Customers
Lean plants aim at delivering products to customers on time in full and defect-free. One of the critical factors of a Lean facility is that value streams connect to customer’s demand and provide quick response to customer demand. The entire value stream is either continuous flow to customers or pulled by real consumption from customers. Operators in every process understand the requirement from customers and also know what they do affects the customer’s decision.
Lean plant layout not only allows the entire value stream to be connected with external customers but also connects processes with internal customers. Instead of process silos in the traditional batch production, Lean Plant Layout brings machines closer, makes production with smaller batches or even in one-piece flow. It physically brings your internal customers next to you, which allows defects to be communicated from the next process with short response time and with fewer defect products produced. Connecting supplier processes, customer processes, and communication makes the process of continuous improvement much easier.
Flow
Lean plant layout is about flow, in another TXM article, we mentioned: “7 flows to consider when designing your factory layout”.
They are raw material flows, work-in-process, finished goods, consumables flow, people movement, waste flow, and information flow. Long-distance, long setup times, big batch-oriented machines, poor maintenance, and process bottlenecks, are typical obstacles to Lean flows.
A good Lean Plant Layout will make these flows run efficiently through all processes. That’s why we use “value stream” to describe the connected value-added activities. We want to see these processes running smoothly and not blocking the flow of materials, information or people. The blocked flows in the plant should be avoided in the Lean Plant Layout Development. If there are any blocked flows, they can be easily detected and removed.
One example is easily set up and easily maintained machines being placed together under the same value stream with balanced cycle time which streamlines the process as much as possible.
Less Waste
You may be familiar with the eight wastes as TIMWOODS (Transportation, Inventory, Motion, Waiting, Over-production, Over-processing, Defects, and Skills & knowledge). A poor plant layout will have the effect of increasing wastes. As discussed earlier, traditional mass production creates long changeover times.
Over-production of large batch size products will fill the empty space with excessive work-in-process inventory. Excessive inventory will subsequently create more transportation and over-processing. Large batch size makes other products or processes wait. Large batches also amplify the effect of defects, because they are often found only after a large batch has been created. Working in vertical silos in a departmental environment, people’s potential skills and knowledge are also underutilised.
Lean Layouts should have fewer wastes and promote continuous improvement. Continuous flow (or one-piece flow) makes just in time production possible, with less inventory and waiting time. Smaller spaces between machines not only reduces motion for operators but also makes it hard to overproduce. There simply is not enough space for excess work in progress so you are forced to fix the causes of this work in progress.
Flexibility
After the new layout is implemented, there could be a variety of changes: expansion due to demand increase, new product launches, changes in methods or equipment, or safety and environmental requirements. It’s therefore essential to design the layout in such a way that it’s flexible enough to adapt to changes. That’s why small and easy-to-move equipment is preferable in Lean Layout Development. Saving space for future expansion or new products is also worthwhile, rather than giving up space to excessive inventory.
A New Standard
A Lean layout should not be developed by just one group of stakeholders, it needs to be a collaborative effort from a range of stakeholders in the business after a future state map has been created.
Incorporating stakeholders’ perspectives into plant layout design and engaging them during layout development is vital to the success of a plant layout. However, emphasis on user-experience is usually not sufficient for developing a successful plant layout. It might just lead to a new plant layout similar to the current one with comparable wastes. That’s why we usually have a Value Stream Mapping workshop before the new layout development and have an agreed future state map to work from.
A good Lean plant layout should set a new standard for everyone. A key step to prepare for a successful Lean plant layout is to train all involved people in core Lean skills required at the new Lean layout. Some basic Lean tools, such as standardised work, 5S, continuous flow and quick changeover are relevant. Without these skills, operators tend to complain about the new layout, instead of solving problems.
Why It’s Important to Have a Lean Plant Layout?
It might be painful while you are developing a Lean plant layout, but you will get rewarded by getting less pain afterward. Compared to traditional plant layout, a well-designed Lean plant layout can bring a variety of benefits:
- It will minimise the material handling distance and time;
- It will save floor space;
- It will increase product quality by reducing large batch defects;
- It will prevent excessive work-in-process inventory;
- It will shorten lead times to customers;
- It will make flows of people, material, and information more streamlined, and make wastes more visible;
- It will reduce the cost of investment and also production cost with the entire value stream as a whole;
- It will set a new standard of Lean future state for everyone to work toward;
- It will have a positive effect on workforce safety and morale, and promote continuous improvement;
- It will make future changes of layout more flexible and easier.
Remember – there is no perfect Lean plant layout; there will always be room for further continuous improvement.
Getting Your Lean Plant Layout Right
The team at TXM are constantly asked for advice on plant layout. Relocating provides the best opportunity to reduce waste by improving layout, but improvements can also be made without moving sites. We recommend some simple guidelines when deciding where to put things in your plant.

Start with the Customer, Not the Machines
Determine your rate of production by the needs of your customers now and in the future, not by the output of your machinery.
Don’t Let the “Tail” Wag the Dog
Focus on your top products first. Work out a good layout for them and then worry about the low volume exotic products later.
Map the Process
Use value stream maps to identify your key production flows and eliminate unnecessary production steps and waste.
You Don’t Have to Use All the Space
Keep things close together and design U-shaped cells if possible to minimize walking and transport distances. It also improves productivity by enabling operators to switch easily between neighboring functions when underutilized.
Operations First, Storage Space Second
Design a good production flow first to minimize waste and then any space left over can be left for storage. If you do not think you will not have enough storage space focus on storing less, not on rearranging the plant layout to put in more pallet racks.
Involve the People Who Create the Value
Make sure that you consult widely and involve the operators, team leaders and maintenance teams extensively in the process. They will have to live with the layout and if they don’t like it they will remind you about it for the rest of your working life!!