Eight Ways to Make More With What You’ve Already Got

Prices are rising, labour and materials are hard to get and margins being squeezed, every business needs to be focused on how to control their costs. The best way to do this is to eliminate unnecessary activities or waste. In Lean, we call this non value-added time, and we typically classify non value-added time into eight categories, known as the eight wastes. Focusing on the eight wastes can highlight some easy wins in your business that will enable you to make more with the resources you have.
Transportation
Transportation comes in many forms, but if you see forklifts, cranes, lorries, ships or people carrying things you are probably looking at transportation waste. Some transportation will be inevitable in every process, but the trick is to minimise it because your customer is usually not paying you to carry items from place to place.
A great way to find and eliminate transportation waste is a spaghetti flow map. This is simply drawing the movement of goods on a plan of your workplace. This will quickly show where goods are travelled excessive distances. Then redesign your workflows to bring process steps closer together.
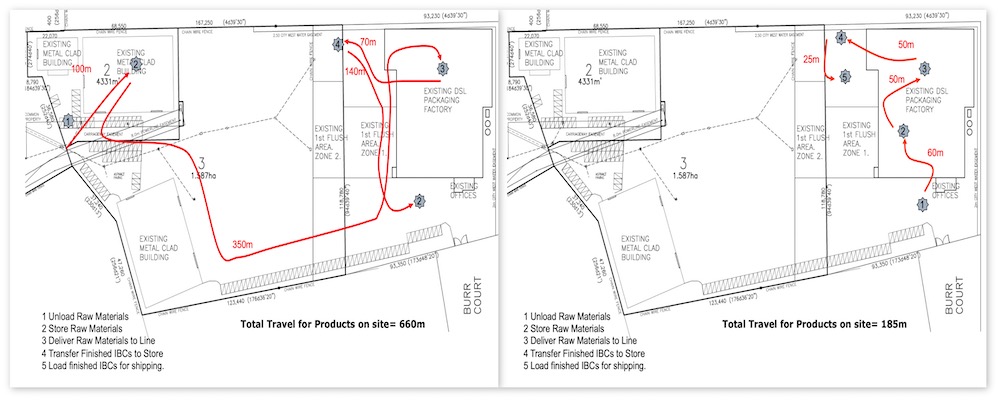
In the above example, rearranging where this bulk product was stored reduced travel distance from 660m per product to 185m, saving around 30,000km per year in forklift travel or two full time forklift drivers. You can even eliminate forklift and crane movements entirely by putting processes adjacent one another or replacing forklifts with trolleys or roller conveyors.
Inventory
Inventory has a value in our balance sheet, but our customer does not pay us to hold inventory, so it is defined as waste and we try to minimise it. Inventory drives up our working capital and adds to warehouse and handling costs. There are three big drivers of inventory:
- Lead Time – if we can reduce lead times our process and our supply chain, we can reduce inventory.
- Replenishment Quantity – if we can buy or make smaller quantities more often, we reduce our inventory.
- Product Range – simplifyin and removing slow moving items from the product range can often significantly reduce inventory.
Many businesses often use a “rule of thumb” to calculate safety stock, which can lead to too much stock for some items and not enough for others. Instead create a “plan for every part” and use statistically based safety stock to calculate the correct stock level for every item.
Motion
Movement of people is non-value-added time. Typically, we assume that every step an employee takes represents one second of their day and this is time that your customer won’t pay for. As with transportation, spaghetti mapping of employee movements can also highlight easy wins to reduce unnecessary motion.
However, the well-known Lean technique called 5S can greatly reduce unnecessary motion. When we “set in order”, we decide what we need in a workplace and where we need to put it. By involving front line teams in 5S we can make sure they always have the tools, materials, and information where they need it, safe, clean and ready for us. In badly organised workplaces we find that 5S alone can deliver up to 15% more productivity through eliminating time spent looking for things, excessive walking to get things used every day and moving materials to get access to the things teams need.
Waiting

Like transport, waiting comes in many forms. It can be waiting for a colleague to finish their work, waiting for a machine or computer to finish processing, waiting for information, a decision or queuing. Waiting is usually caused by unbalanced processes with different cycle times. When we level the work in processes so that each process takes approximately the same amount of time, we can eliminate fast processes waiting for slow processes.
Where team members are waiting for machines to finish their cycle, we can often give them work to do while the machine is in operation, for example preparing the next job. We can also use machines that automatically eject their parts and start the next cycle so that operators do not have to be at the machine when the part comes out. Finally consider whether the operator really needs to wait for your machine or whether your machine can wait for the operator. Remember that it’s the operator that you are paying a wage to – you have already paid for the machine.
In the office, simple fixes to reduce waiting time can be to prevent staff from batching up work. For example, in one business, the customer service team used to batch up orders and take them down to the factory at the end of the day. By simple changes to their process, we were able to get orders taken to the factory four times per day, which reduced waiting time (and lead time) by 75%.
Overproduction
Overproduction is defined as making more than is needed sooner than is needed. It usually manifests in the form of work in progress inventory and tends to multiply other forms of waste including inventory, transportation, and motion. The key to reducing overproduction is level the rate of production at each process step to match the average rate of customer demand or takt time.
When all processes are producing at the takt time, work in progress is eliminated. Reducing batch sizes and moving towards “one piece flow” where each “batch” is just a single product, further reduces overproduction and can radically reduce lead time and increase productivity and flexibility.
Overprocessing
Over processing is processes that a business performs that do not add value to the customers. Typical examples are excessive inspection, packaging of intermediate product or work in progress items and deburring or polishing to remove defects created earlier in a process. This is quite an insidious form of waste as businesses can often convince themselves that the process is necessary even though it adds no value to the final product.
To eliminate over-processing try “walking the process” in the factory, warehouse, and office. Look out for duplicated inspection steps – where one department might check their work and hand it over to another department who immediately check it again. Also watch double handling where items are packed, stacked, or moved to be unpacked or moved at the next step. Connecting processes together with conveyors or bringing processes closer together can reduce the need for unnecessary packing and handling while also reducing transport and motion waste.
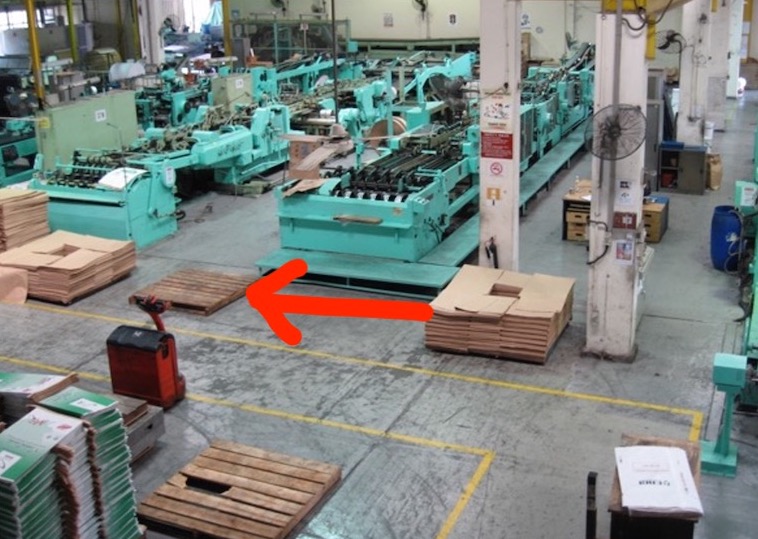
In the picture above the pallets in the centre of the image are carefully packed off the machine on the right onto a pallet to be moved six metres and then fed into the machine on the left. Two staff were employed full time on this task.
When dealing with excessive inspection, focus on every employee in the process achieving quality in their own job before they hand their work on to the next step. Then you can reduce the need for final inspection. When your final inspection does find defects, then use this as a chance to solve problems and eliminate root causes so eventually you can assure the quality in the process and even eliminate final inspection.
Defects
When I talk to people about waste, the first thing they usually talk about is defects. This includes scrap, reworks, errors, and omissions. It applies equally to a defective product, a picking error in a warehouse or the wrong information passed on in the office. The first step to reducing defects is to send a clear unambiguous message to staff.
They should prioritise doing their job right the first time. When they see a quality problem, staff should be empowered to stop and ask their supervisor for help. Supervisors and managers should never send the message that it is OK to pass off substandard product or information to the next process.
Often the standards that employees are expected to achieve are ambiguous. Therefore, try to establish clear and unambiguous quality standards rather than just expecting staff to “know” whether product is good or not. Finally, if everyone does the job in a different way, you are unlikely to get a consistent outcome, therefore developing standard work for key tasks will lead to more consistent outcomes.
Skills Underutilised
The final form of waste is in many ways the worst form of waste, especially when good talent is so hard to find. Every staff member in your business can contribute their ideas, solve problems, and make improvements. In many cases front line staff members manage major responsibilities and pursue complex activities outside work such as leading sporting or community clubs, refurbishing their houses or cars or just managing their own household.
However, in the workplace these same staff are only asked to do manual labour and rarely asked to provide their ideas and input. Often there are no mechanisms to allow two-way communication in the workplace and staff are not consulted on changes to their job. Often training provided is very limited, tasks are ambiguous, and staff are set up to fail.
When they do get something wrong, the focus is often on just blaming someone rather than trying to find the root cause of a problem. These issues lead to staff to become disengaged, disillusioned, unproductive and can lead to high turnover.
The simplest tool to address this is the Lean Daily Leadership Process (LDLP). LDLP involves three elements:
- Regular (at least daily) recording of key performance metrics in the work area, by the team leader of the area.
- Short, 10 minute daily stand up meetings to review daily performance, solve problems and plan for the day.
- Daily routine tasks for leaders that moves them out of day-to-day firefighting and gives them simple routines of regular tasks to complete focused on supporting their team and achieving daily targets.
LDLP quickly engages teams in the performance of their own area and provides a chance for them to provide their input in to solving problems and making improvements.
There are many things you can do improve your operational performance, but a simple focus on the eight wastes can free up a lot of productive capacity and the improvements don’t need investments in expensive automation and technology.
TXM can provide a deeper dive on understanding and eliminating waste in your processes. Talk to us about value stream mapping your processes and developing a future state map that can dramatically improve your productivity.

Author: Timothy McLean
Timothy McLean is the Managing Director of TXM Lean Solutions and is an author of Lean books.



