Increasing production capacity in a manufacturing business is often a costly exercise. It can involve purchase of new machinery, employment of additional staff and renting or buying additional buildings.
However before you go and invest in these costly options, first make sure that you are really using all the capacity in your buildings, machinery and people that you have. From our experiences, most businesses have hidden production capacity they don’t realise they have. Here are three places to find hidden capacity.
Downtime
Many years ago, a production manager who reported to me came and presented me a spreadsheet that demonstrated that his department was out of capacity. The department was running 24 hours per day and seven days per week and was not keeping up with customer demand. Our office was in the middle of factory and so I asked him to step outside his office door with me.
We then observed his eight blow molding machines. At that moment only two of them were running and the other six were stopped for some reason or other. While this was not a particularly scientific approach, it indicated that in fact he had a lot of hidden cavpacity. Over the next few months, we focused on finding out why the machines stopped and eliminating causes of downtime.
Overall Equipment Efficiency
Our measure of downtime was Overall Equipment Efficiency (OEE) and over the following year we improved from 45% to 80%. This delivered another 3-4 machines worth of additional capacity and meant that not only could we catch up on customer demand, but that we could stop working on weekends.
Today I frequently visit factories and see many machines stopped without any clear explanation why. While breakdowns can often be a factor, usually the biggest reductions in downtime come from simple process and organisational changes that are quick to implement and cost nothing.
There will be dozens of improvements you can make to reduce downtime and liberate hidden machine capacity. The start point is measuring your downtime and analysing the potential causes. You then chart these on a pareto chart and start by focusing reducing the top two or three causes to have the biggest impact.

Wasted Space

We often get approached by clients who have run out of factory space. This is particularly the case in businesses that make large bulk products such as modular buildings, furniture and heavy machinery. Often, they are considering the difficult and expensive option of relocating to a larger factory. Most businesses will outgrow their premises at some point.
However before making the decision to move, you need to challenge how your current space is being used. In most factories we visit less than 50% of factory space is used effectively. Typically, more than 50% of factory space will be filled up with materials – raw materials and especially work in progress. Having more inventory does not add value to your customers, but it certainly consumes your business’ working capital and uses a lot of space. Inventory is a function of how your business runs.
The root causes of large amounts of inventory can be making product in large batches, unbalanced processes where upstream processes run faster than downstream processes and are allowed to overproduce, and “push” production where MRP software is used to “push” product from one process to the next based on a forecast (which is inevitably inaccurate).
One Piece Flow
To free up space, you need to reverse some of these approaches. Combining processes together into one piece flow cells can be challenging, but effectively eliminates work in progress inventory and dramatically reduces lead time. Putting restrictions on work in progress downstream of “fast” processes such as implementing a FIFO lane can prevent excessive build-up of WIP. When the FIFO lane is full, the big upstream machine has to stop until downstream processes can catch up and clear the backlog.
Another key space waster in factories are forklifts. Typically a forklift needs an aisle-way at least 3m wide to enable it to travel safely through the factory and maneuver. Again moving things around on the forklift is not an activity that the customer is going to pay you for. Mixing forklifts and people in a workplace are also a major safety challenge. Therefore try to eliminate the need for forklifts by bringing processes closer together (which you will be able to do because you will have reduced your WIP) and using other methods of transport such as trolleys or roller conveyors to move product through the factory.
In jobbing shops another problem can be partially completed jobs waiting for parts or even for final decisions to be made on design. If the product is large, the factory can soon fill up with jobs you cannot finish preventing you from starting any new jobs. A simple rule to apply here is “don’t start what you can’t finish”. Put in place a “ready to build” process that makes sure you have all the parts and the design is fully completed and signed off by the customer BEFORE you release the job to production to start.
Non Value-Added Time
In processes where the rate of output is driven by the efforts of front-line employees (rather than the throughput of machines), capacity can be limited by the amount of available staff. The answer is to hire more people, but that is not always an easy or quick solution given the difficulty of hiring the right staff and the time it takes to train them. In Lean we talk about the eight wastes. To find hidden capacity in your workforce focus on eliminating four of these wastes. When you do so, you will not only increase your productivity, but you will also probably make the job of your front line team easier and less frustrating.
The three wastes to look for are unnecessary motion, over-processing, transportation and waiting times. Unnecessary motion is the easiest to spot. As a rule of thumb, each step of each member of your team takes one second. Add up all the steps all of your staff take every day, that is a lot of time. Start with the most obvious motion waste.
If you find your operators in the office searching for information or in the warehouse searching for parts, it is telling you that something has gone wrong. Operators should not have to leave their workstation to find parts, tools, or information. After that, look at the design of tasks. Is the walking that your operators much do to complete their tasks really necessary or are things they need every day located in inconvenient places. Practical 5S can really help identify and eliminate unnecessary motion.
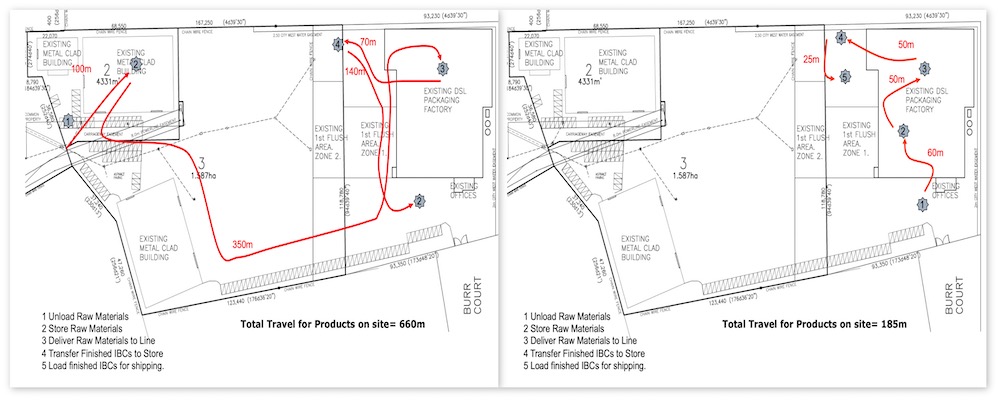
Next target is transportation. We have covered this a little in the next section, but by bringing processes closer together reducing big batch sizes and creating one piece flow you can eliminate much of the need to transport materials around your factory. A spaghetti flow map can really help show you where your team needs to go and highlight obvious opportunities to improve the location of vital materials. This can be a huge opportunity in a warehouse where the items most often picked should be kept close to where orders are collated.
Waiting is harder to spot but look for unbalanced processes where the cycle time of one process is much longer than other. This usually will mean that the person with the shorter process will have to wait at some point for the other person to catch up. Another form of waiting I refer to as “machine staring”. That is operators having to stand and wait for a machine to complete its cycle. Instead this time can be used for tasks that might be being completed what the machine is stopped. Such as preparing packaging, assembling completed parts, preparing the setup for the next job or helping out the operator with the slower cycle time.
Finally, challenge yourself about whether the task is really needed at all. Is it truly value added or is it just over-processing – a task that does not add value to the customer. Typical examples of over-processing including unnecessary inspection or QC checks, work in progress packaging or de-burring or cleaning parts when improvements in the upstream process could eliminate the burrs or dirt.
In Summary
For your business to grow, it much increase capacity. However, most businesses have hidden production capacity that can be obtained without the need for additional machines, people or buildings. For a holistic approach to understanding your capacity, at TXM we use a value stream map. Our Facility Layout Development Process is a structured and effective way to find ways to make the most of your space and human and machine capacity. In the past year we have seen customers increase productivity by more than 200% and reduce factory footprint by more than 50%. So finding your hidden capacity can really transform your business!

Author: Timothy McLean
Timothy McLean is the Managing Director of TXM Lean Solutions and is an author of Lean books.



