Tim McLean – Managing Director will talk about using Lean for Factory Layout Design.

Having an effective factory layout design is one of the keys to success in plant management. It will not only have a direct affect upon the efficiency of your operations but also affect the total operation of your company, including the production processes, inventory, dispatch and administration.
The type of layout will change depending on the type of layout design you want to achieve. Here at TXM we call a good factory layout, one that applies Lean principles to create a Lean factory layout. As you may know, Lean eliminates wastes, and delivers value to your customers with lower costs, high quality, shorter lead time, safer and high morale.
There are a variety of factors that differentiate a Lean Plant/Factory Layout from a Traditional Plant/Factory Layout. These differences can be subtle but will have major implications on the final design. Below we will explain the major differences of Lean & Traditional Layouts, including flows and layout shapes to consider.

Process-Based vs Value Stream-Focused
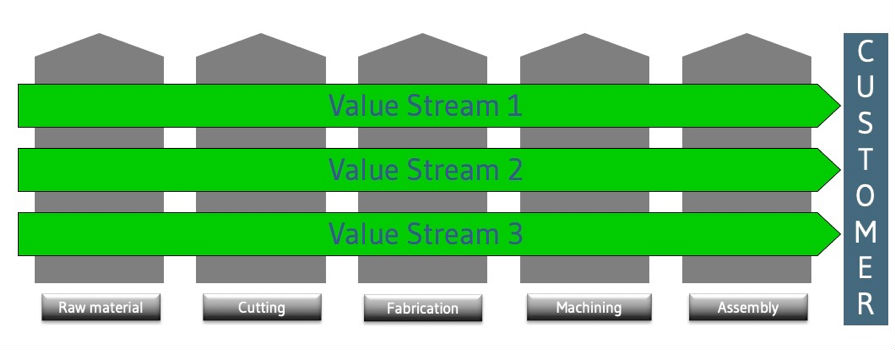
Traditional plant layout focuses more on process-based departments. Similar machines are grouped into functional work centres or workshops. A typical traditional machinery factory might be separated into workshops of cutting, fabrication, machining and assembly.
Lean plant layout focuses on value streams, all value-added steps from raw materials until the delivery to your customer. Lean layouts are more likely to combine processes horizontally across the factory, compared to vertical process departments like silos in a traditional facility layout. As the processes are connected in a Lean layout, much less material handling is required.
Cost-Per-Unit vs Flexible
Instead of the too-large-to-be-easily-moved machinery in traditional plant layout, Lean Layouts try to use smaller equipment dedicated to each product family. Right-sized equipment is selected to suit the demand of the value streams, with quick changeover to enable smaller batch size.

Beautiful vs. Visual Controls
Factories are meant to be functional. Sometimes aesthetic considerations are allowed to over-ride common sense.
Lean plant layouts usually have very little room between machines thus preventing inventory from building up, as well as reducing motion and transportation. Less waste will be generated, excessive inventory will reduce, as will over-production, motion and transportation.
Moreover, when there is a waste, it becomes visible. Lean facility layout makes the flows of people, material and information more streamlined, and use visual controls to make obstacles and stops of flows visible. Lean plant layouts use visual controls for better communication and set visual standards.
Connection to Customers
Lean Factories aim at delivering products to customers on time, in full and defect free. One of the critical factors of a Lean facility is that value streams connect to customer’s demand and provide quick response to customer demand.
Lean plant layout not only allows the entire value stream to be connected with external customers but also connects processes with internal customers.
Flow
Lean plant layout is about flow, in another TXM article, we mentioned: “7 flows to consider when designing your factory layout“. They are raw material flows, work-in-process, finish goods, consumables flow, people movement, waste flow and information flow.
Long distance, long setup times, big batch-oriented machines, poor maintenance, and process bottlenecks, are typical obstacles to Lean flows. A good Lean Plant Layout will make these flows run efficiently through all processes. That’s why we use “value stream” to describe the connected value-added activities.
Less Waste
A poor factory layout design will have the effect of increasing wastes. Lean Factory Layouts should have fewer wastes and promote continuous Improvement. Continuous flow (or one-piece flow) makes just in time production possible, with less inventory and waiting time. Smaller spaces between machines not only reduces motion for operators but also makes it hard to overproduce. There simply is not enough space for excess work in progress, so you are forced to fix the causes of this work in progress.

Flexibility
After the factory layout is implemented, there could be a variety of changes: expansion due to demand increase, new product launches, changes in methods or equipment, or safety and environmental requirements. It’s therefore essential to design the layout in such a way that it’s flexible enough to adapt to changes.
A New Standard
A Lean Factory Layout should not be developed by just one group of stakeholders, it needs to be a collaborative effort from a range of stakeholders in the business after a future state map has been created. Incorporating stakeholders perspectives into plant layout design and engaging them during layout development is vital to the success of a Factory Layout Design.
Remember – there is no perfect Lean Factory Layout Design and there will always be room for further Continuous Improvement!
When it comes to factory layout design, the Lean approach is a proven way to achieve superior operational performance. Lean is all about Continuous Improvement, and that’s exactly what we at TXM are dedicated to helping our customers achieve. We have a proven track record of success in helping companies worldwide implement Lean principles and achieve sustained superior performance. Lean is the perfect approach for factory layout design because it helps to identify and eliminate waste, streamline processes, and improve efficiency. If you’re looking to achieve superior Operational Excellence, Lean is the way to go – and TXM is the company to help you get there. Contact us today to learn more about how we can help you use Lean principles to achieve outstanding results in your factory layout design.

Author: Timothy McLean
Timothy McLean is the Managing Director of TXM Lean Solutions and is an author of Lean books.



