Managing Director Tim McLean explains the different types of visual controls as your disposal.
Types of Visual Management Tools and Visual Controls
Visual Management and Visual Controls go hand in hand, they are the lifeblood of a Lean production system. Visual Management is designed to create a visual workplace with controls communicating without words and interruptions in process.
Visual Controls have the potential to help:
- Identify problems
- Reduce waste
- Reduce production costs
- Shorten lead times
- Reduce inventory
- Create a safe working environment
- Possibly increase your profits.

Visual Controls standardise decision making based on facts. For example, if the light is red, I can not go, if it is green I can. The color of the traffic light is a fact that allows us to make a decision to go or to stop our car. Likewise, visual controls give us the ability to tell normal from abnormal right away. So to extend the analogy, the car going through the red light is clearly abnormal, whereas a flow of traffic lights on a green light is normal.
In fact, visual controls are everywhere in our everyday life from supermarket car spaces, to colour coded subway lines and green emergency exit signs. Unfortunately, we step in to our workplaces, these useful codes to direct our behaviour tend to disappear and we are faced with ambiguity everywhere.
Visual Controls can be used across your business are equally effective in the office, operations or engineering. Visual controls can also be powerful in maintaining quality and safety. There are a variety of different visual controls you can implement to create an environment in which the non-standard can be distinguished from the standard. Below is a summary of some of the more widely seen visual controls our consultants see out in the field.
Color Coding
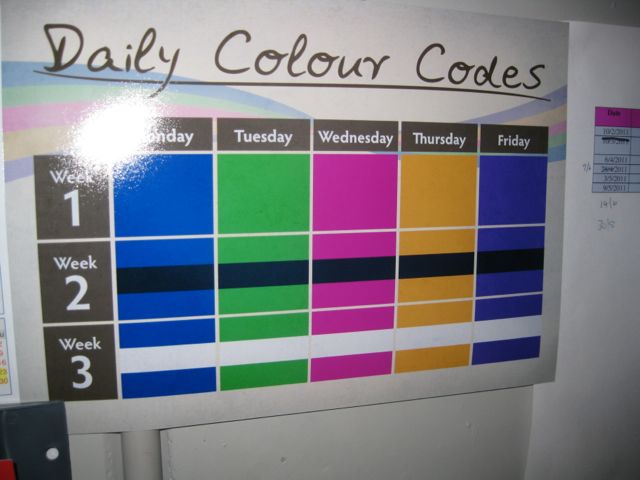
The easiest form of visual controls to apply is color coding, where we use colors to communicate status. Once implemented, it allows employees to easily identify what action to take next. Having color-coding standards in your workplace organization will help ensure a uniform style across the business.
Color coding can be applied to all departments, including colour-coding shadow boards for tools, color coding floor markings, even office documents. Another tool that can be used is a color-coded visual board. These boards are updated on a regular basis provide instructions on everyone’s tasks in the workplace. Implementing a color-coded visual board can help employees keep track of their work tasks.
Andon Lights

Andon refers to a system that provides notification to management, maintenance, and operators of a quality or process problem. It works when an issue is found at a process, the team member has the ability to immediately notify support staff so that the problem can be managed. In manufacturing, it allows a worker to stop the production process when a problem is found and immediately call for assistance. This can be extended to an office process, where raising an Andon flag means that the process does not go on to the next step until the issue is resolved.
The Andon can be triggered manually by using push button, pull cord or even flags. The common reasons for activating the Andon can be part shortages, defect created or found, tool/machine malfunction, or the existence of a safety problem.
Standard Work
Often there are always several ways to do a task but only one of these ways is the most efficient use of resources based on current knowledge. Over time, the skills needed to perform a task can become lost and the process of relearning is repeated.
Standard Work provides employees of all levels with structure and predictability to their working week to enable them to maximise their efficiency and impact. The process of developing standard work ensures that employees understand all of their “must-do” tasks and allocates the most appropriate time to complete these tasks.
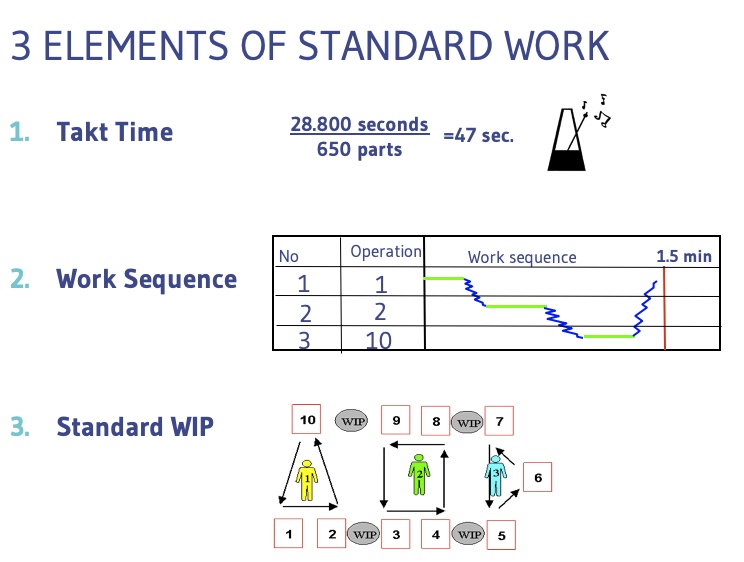
In the Toyota Production System there are four aspects to standardisation:
- Content – this is agreeing with the steps that are involved in the task. Sometimes there is debate as to whether particular steps are necessary. To develop standardised work the team must agree on what the necessary steps are.
- Sequence – the steps must be completed in the same sequence every time. This is essential to ensure a consistent outcome
- Timing – there should be a standard time that it takes for a trained person of average competency to do the task. Knowing this standard time enables us to balance that task with other tasks to create level production.
- Outcome – The outcome of the task needs to be clearly defined in terms of quality, safety, and output.
The Standard Work approach is established so that it is practical and useful to everyone and free of difficulty. Standard Work is not perfect and is considered a living document that develops over time. But remember, standard work will die very quickly if it is ignored.
Examples of Standard Work:
- Work instructions at each work cell allowing operator and production changeovers to be an easy transition.
- Standard worksheets with instructions and diagrams for manufacturing processes.
Floor Line Marking & Signage
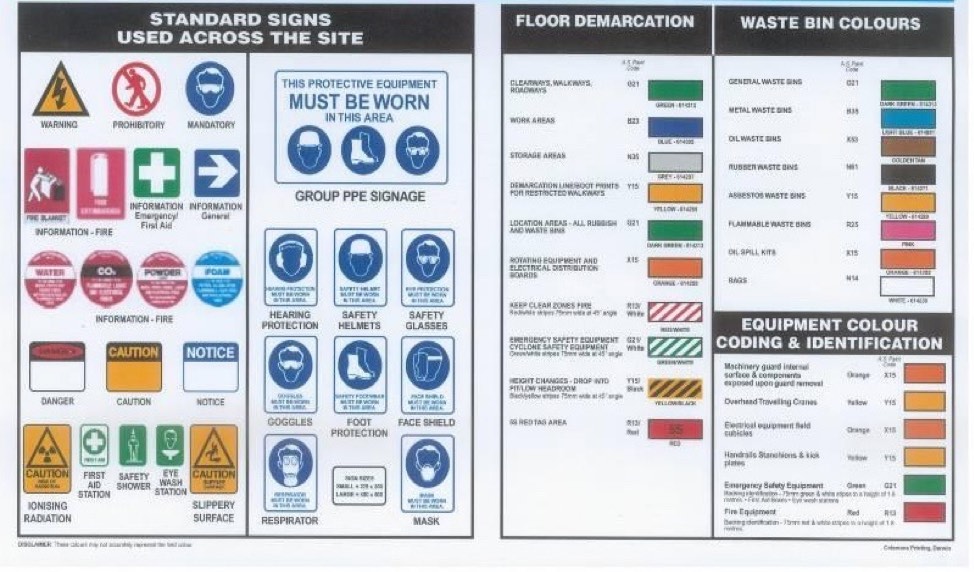
Floor line marking and signage showing pathways, vehicle lanes, working cells, and intersections. These consist of colour-coded floor markings, signage with different logos and markings to make these easily and quickly identifiable.
Floor markings and signage as visual controls outline where materials & people flow should end up reinforcing a safety culture without interruption to the manufacturing process.
Kamishbai Board + Tee Cards
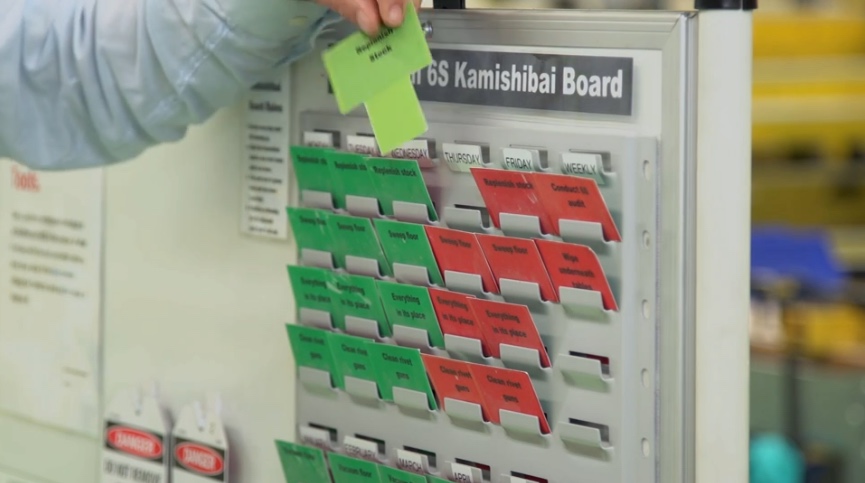
Kamashibai Boards and Tee Cards can be used on the factory floor and in the office. They are a simple and easy way for employees to be able to tell if a certain task has been completed or not by simply glancing at the indicating card. The Kamishibai Board was first created for the Toyota Production System.
The red/green card system allows for quick & easy to understand visual control including:
- Whether the board is in use
- If the tasks are being carried out in the correct sequence
- Showing any problems were encountered and logged
There are other visual management tool boards to consider, similar to the above, but a little different, including:
Kanban Boards
Kanban boards, originating from the Toyota Production System, serve as a visual management system tool to optimize workflow and boost efficiency. They visually represent tasks using cards that move through columns, each indicating a different stage of the process. This layout provides teams with a snapshot of work status, pinpointing bottlenecks and facilitating transparency.
In contrast to Kamishibai boards, which focus on ensuring routine tasks are executed using a color-coded card system, Kanban boards emphasize the flow of work items from start to finish. While both provide visual controls, the Kanban board’s main aim is to balance demand with capacity and illuminate the entire process flow, distinguishing it from the task-specific nature of Kamishibai boards.
How to build your own Kanban boards
Huddle Boards
Huddle boards are visual tools designed to quickly convey a team’s progress, issues, and improvements. Often used in daily or weekly team meetings, they provide a snapshot of key performance indicators and ongoing challenges.
Unlike Kamishibai boards, which emphasize routine task completion, and Kanban boards that track work flow, Huddle boards center on team collaboration and continuous improvement, helping project management systems. They focus on broader team goals and metrics rather than individual task progression or specific standardized work.
Quality Standards

Having quality standards for products helps to give your operators a visual control to base their decisions off when determining quality. These standards should be in reach of operators for easy reference. Visual Controls when applied to quality help to reduce defects and eliminate quality control inspection from your process.
There are a variety of visual controls you can introduce into your organisation to support your visual management goals. Visual controls are used to help your organisation see the wastes, shorten time to find out information & materials and promote a Plan, Do, Check, Act culture of Continuous Improvement.
Lean Case Studies Using Visual Controls

Author: Timothy McLean
Timothy McLean is the Managing Director of TXM Lean Solutions and is an author of Lean books.



