What is Total Productive Maintenance (TPM)?
Total Productive Maintenance (TPM) is the Lean approach to maintenance.
Like other Lean techniques, it originates from Japan and originated from the Japan Institute of Plant Maintenance (JIPM) in the early 1970’s. It was first adopted in Nippon Electrical Equipment Co. Ltd., which is now part of Denso Corporation.
TPM focuses on improvement of Overall Equipment Efficiency (OEE), an effective measure of overall machine performance.
Why Adopt Total Productive Maintenance?
The essence of Lean is the elimination of all forms of waste and the reduction of lead time. This can mean leveling the flow of production to match customer demand (also known as takt time), reducing or eliminating batches and creating one piece flow.
The result is that inventory buffers between processes are reduced or eliminated. Ultimately the factory might achieve “just-in-time” production where each step of the process only has exactly the materials it needs in the quantity it needs, when it needs it.
In this Lean environment, processes much be reliable. If a machine breaks down or fails to perform then processes that are supplied by that machine will quickly run out of parts and the flow of production will stop.
Therefore, the purpose of TPM is to ensure that machines are reliable and run when they need to run, at the required rate and produce quality products.

What Can Go Wrong with Total Productive Maintenance?
In some businesses, TPM and the maximisation of OEE becomes the primary focus for continuous improvement. Some even go as far as changing the “M” in TPM from “Maintenance” to “Manufacturing”. This can lead to some adverse impacts and actually undermine Lean efforts.
The easiest way to increase OEE is to increase production batches and reduce time lost changing over between products. However these larger batches just increase inventory, which is the opposite of just in time and Lean. Even worse, some businesses will run machines longer than is needed, for example to the end of a shift, just to achieve TPM targets.
Therefore, it is important to remember that TPM is about ensuring that machines will run reliably when they need to run, not when they don’t need to run.
I like to say that TPM means that when I need to push the start button on a machine, I know that it will run reliably, without interruption at the expected rate and produce exactly the amount of quality product I need in the time expected.
OEE should therefore be seen as a measure of process reliability, NOT a measure of output.
What makes TPM Different?
The essence of TPM is a collaborative approach to maintenance.
Traditional approaches to maintenance and operations tends to assign the maintenance team the responsibility for maintaining equipment and the operations team the responsibility for maximising operational efficiency. I call this the “I break, you fix” model of maintenance.
In other words, operators run equipment until it breaks and then maintenance fixes it. By contrast, with TPM, maintenance, operations and admin share the goal of improving Overall Equipment Effectiveness (OEE).
Improving performance becomes everyone’s common goal and everyone has a role in caring for equipment.
The Elements of OEE
OEE is typically calculated as the multiple of three measures, commonly called availability, performance and yield
Availability
The first is availability which means, was the machine available to run.
This is the ratio of run time to scheduled time. It is a measure of whether the machine actually ran during the time it was scheduled and manned or whether it was stopped due to breakdown, material shortage, changeovers or some other reason.
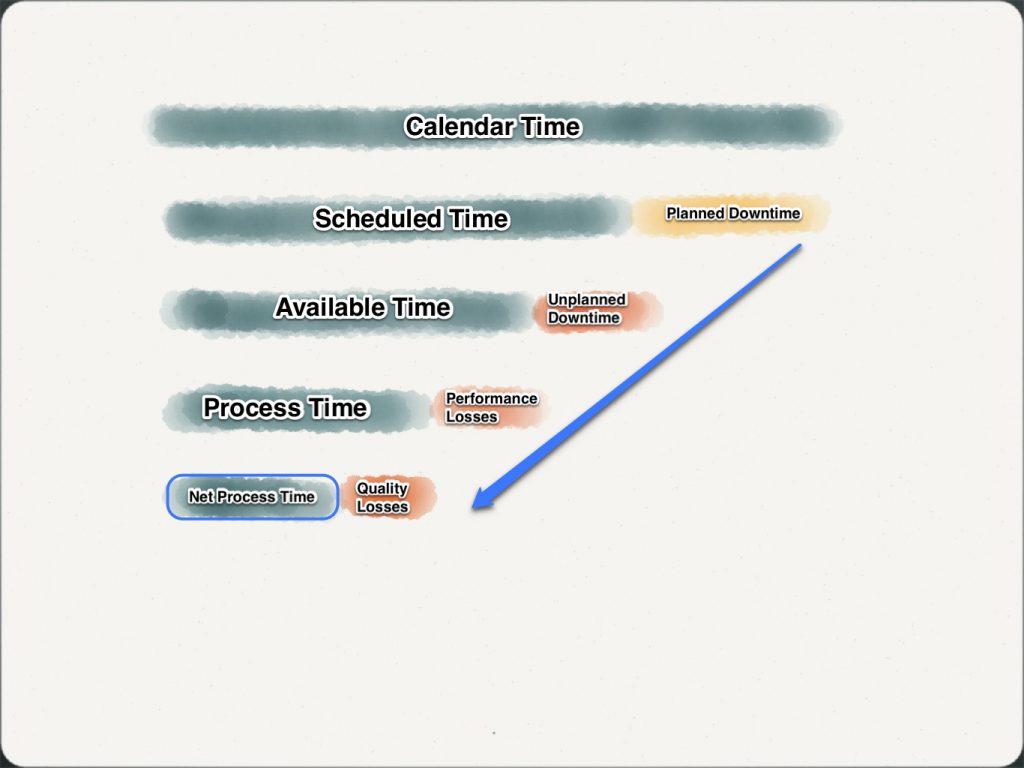
Performance
The second measure is performance.
This means that when the machine was running, did it perform as expected? It is the ratio of the actual production produced while the machine was running compared to the amount expected to be produced in the run hours. Performance highlights whether the machine ran at its expected rate or whether it experienced short stoppages during the run (microstops).
Yield
The third measure is yield.
This means did the machine produce quality product and is the ratio of the quantity of quality product produced to the total quantity produced in the run.
A more detailed analysis of OEE would identify six big losses so availability is impacted by lack of equipment reliability and set ups, performance is impacted by idling and minor stoppages and slow running and yield is impacted by scrap and rework and startup losses.

What are the Elements of Total Productive Maintenance?
TPM is typically described diagrammatically as a building with eight pillars. These pillars are:
- Autonomous maintenance.
- Focused improvement.
- Planned maintenance.
- Quality maintenance.
- Initial Control.
- Training and education.
- Safety, health and environment.
- Administrative areas.
Each of these pillars is open to interpretation, so some quick definitions are worthwhile:
Autonomous Maintenance
Autonomous maintenance introduces the concept that operators have a role in caring for equipment. Machines operators and their actions can have a significant impact on the performance of the machine.
The are also the best placed to detect problems on machines before they turn into catastrophic failures. Autonomous maintenance does not mean that the operators do major maintenance. In fact, it may not even involve the use of tools.
However, involving operators in regular cleaning of equipment, inspecting equipment for faults or damage, lubricating equipment and tightening loose fasteners can make a huge difference to machine performance.
Focused Improvement
Focused improvement is often the start point of a Total Productive Maintenance program.
A critical piece of equipment is chosen and thoroughly inspected. Every defect is tagged and recorded. This can include major issues but also includes things like compressed air or lubricant leaks, damaged guards or inspection windows.
Temporary fixes (I call this cardboard, sticky tape and cable tie engineering) are removed. Maintenance improvements may also be identified based on past failure histories or observation of excessive wear. An intensive improvement program is planned to address all the issues identified.
The area around the machine is also usually subjected to 5S and the machine is often repainted. The aim is to bring the machine back as close as possible to a new condition. Once this is achieved, it becomes much easier to continue to maintain the machine.
Video: 5S Explained

Planned Maintenance
Planned maintenance is scheduled maintenance activities, usually carried out by the trained maintenance staff to ensure reliability.
Planned maintenance typically consists of preventative maintenance and predictive maintenance. Preventative maintenance tasks that are scheduled in advance to prevent known failures.
Typical tasks can include replacement of lubricants, drive belts, chains and seals.
Predictive Maintenance
Predictive maintenance is the use of analytical tools to identify potential future failures. Predictive maintenance can include vibration analysis, noise analysis, lubricant sampling and testing, thermal inspection of electrical circuits (to identify hot spots), and wear monitoring are all examples of predictive maintenance.
When predictive maintenance identifies a problem, then maintenance can then be scheduled to address the issue before it leads to a catastrophic failure.
Quality Maintenance
When equipment is disassembled and repaired, there is always a risk that mistakes will occur and the equipment will not perform as expected when it is restarted. Therefore, like any manufacturing process, maintenance quality needs to be measured.
Maintenance needs to be right first time. This means that controls have to be put in place to prevent defective maintenance and metrics should be established to measure maintenance failures or rework.
When problems occur, structured problem solving techniques should be used to find and eliminate root cause of failure.
Initial Control
Initial control is sometimes called design for maintenance or early management.
This means that maintenance and reliability is designed into new equipment. Knowledge about the past performance of legacy machines should be building in to the design, installation and commissioning of new equipment.
This includes designing out potential failures, but can also extend to improving maintainability by, for example, ensuring that parts that need regular replacement are easily accessible.
Training and Education
Naturally training and education should be provided with every role.
However, for TPM, training and education should go beyond general trade training. Maintenance staff should be provided training on the specific equipment that they are to work on so that they understand its key issues and how to work on it safely.
For operators, training is critical for autonomous maintenance. One point lessons can be developed and used to show operators simply and clearly how to complete their autonomous maintenance tasks.
Safety, Health and Environment
Safety, health and the environment need to be at the core of every maintenance program ensuring the well-being of employees who maintain and operate equipment.
Poor maintenance has in turn been associated with many serious safety, health and environmental disasters over the years.
Therefore, high standards of maintenance is an essential part of any safety, health and environment program.
Administrative Areas
Everyone should be involved in achieving high standards of maintenance. This means not just engineers, maintainers and operators.
Everyone has a role, from the accounts team, paying maintenance suppliers and contractors on time, to the procurement team not cutting corners on parts and consumables and the HR team making sure that rewards, remuneration and incentives match the kind of behaviours and outcomes we need for good maintenance.
How Other Lean Tools Support The TPM Process
TPM is an element of a Lean production system, it is not a complete production system on its own. Several key Lean tools and techniques are essential to sustaining a TPM program.
Four key tools stand out, 5S, visual management, problem solving and single minute exchange of die.
5S and TPM
5S is a key foundation for TPM. A well organised workplace will be safer to work in and easier to maintain. The Shine step of 5S is particularly important. When we clean equipment we often see problems such as leaks and damage. Cleaning is a key element of autonomous maintenance and 5S controls can ensure that high standards of cleanliness are maintained. 5S tools such as a tee card board can be used to track completion of autonomous maintenance tasks as well as housekeeping tasks. In fact, 5S is usually the starting point for any autonomous maintenance plan.

Visual Management and TPM
If we are to engage operators and maintainers in maintaining equipment, we need to give them feedback on their performance and provide a forum for them to communicate issues. Visual management means that every team records and displays their key metrics in their workplace.
This can include both lag metrics such as OEE as well as lead metrics such as the rate of completion of autonomous maintenance tasks or preventative maintenance tasks.
Problem Solving and TPM
When things go wrong such as a breakdown occurs or defective maintenance is carried out, we need to learn from it and take action to prevent it happening again. For this we use Lean problem solving and root cause analysis techniques.
For simple problems, the Solving Problems Every Day techniques using simple magnetic concern strips can be effective and quick. For more complex problems we recommend an A3 problem solving template.
Single Minute Exchange of Die and TPM
Single Minute Exchange of Die (SMED) is the Lean approach to reducing the time it takes to set up a machine to run the next product.
It involves developing standard work for setup so that every operator completes the set up in a consistent way and achieves a consistent outcome and set up time. Poor machine set up can be a key cause of breakdowns and inconsistent running.
Therefore if operators are trained to set up the machine correctly and if clear and simple standards are set for machine set up, many operational problems can be avoided.
Getting Started with a TPM Implementation Process
In our experience TPM is often made too complicated. Companies complain to us of complex paperwork and checklists to complete, unrealistic extra workload and limited short term benefits.
Naturally if you have the management support, resources and patience, then this approach will eventually deliver results. However unfortunately most businesses do not have the luxury.
At TXM we take a gradual approach to implementing TPM that is aligned with the needs, capabilities and resources of the companies.
Establish Lean Foundations
Firstly we would normally establish some of the key Lean foundations, particularly Practical 5S® and Lean Daily Leadership Process®.
This will mean that teams will already be engaged in improvement, have a means to track and improve performance and have a clean and organised workplace. As I mentioned earlier, the shine step within 5S is usually the start point for autonomous maintenance.
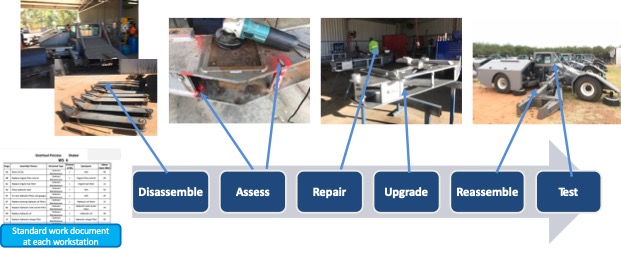
Intensify The Production Line
The next step is to intensify a key machine or production line where improvement is needed. This can become your TPM pilot.
Apply the TPM pillars to just this line.
- Clean the machine
- Identify and repair issues
- Solve known problems
- Develop preventative and planned maintenance routines
- Set maintenance quality standards and checks, and
- Establish autonomous maintenance routines for this machine.
If you do choose the right machine and do it well, the machine will stand out as a beacon in your factory and performance should improve dramatically.
Repeat
Once you have your first machine or line working as you want it, then move on to the next line.
A Word of Warning
Over time, TPM will significantly improve operational performance as well as reducing maintenance costs.
However, in the first year, as you subject your machines to focused improvement, you are going to find a lot of problems and need to fix a lot of issues on your machines. Breakdowns will continue to occur while you are trying to establish planned and autonomous maintenance.
Therefore, expect maintenance costs in the first year or so to go up significantly.
In a recent major TPM project, maintenance costs almost doubled in the first year, were 25% higher than the baseline in the second year, but by the fourth year were around 50% of the baseline.
Summary
Total Productive Maintenance is the Lean approach to maintenance.
It provides you with a very effective framework to drive excellent operational performance and will change the culture of your organisation when it comes to machine care.
It is an essential element of any Lean transformation, providing a foundation of reliable operation to ensure that flow can be maintained.
Learn more about how maintenance is an essential part of Lean

Author: Timothy McLean
Timothy McLean is the Managing Director of TXM Lean Solutions and is an author of Lean books.



