Once piece flow is one of the most fundamental concepts of Lean. In one piece flow products flow through each step of a process one at a time. The batch size is therefore a single product and there is no work in progress between process steps.
The most famous example of one piece flow is the moving assembly line. Common in automotive and electronics manufacturing, the speed of movement of the production line is matched to the rate of customer demand or takt time.
However, one piece flow (also known as continuous flow or single piece flow) can be achieved without a moving line. Products with a lower takt time will often use a pulse line, where production “pulses” forward at regular intervals rather than moving constantly.
What are the Benefits of a One Piece Flow System?
One piece flow largely eliminates non-value-added time (NVA). The only waste will be non-value-added activities within the process and any small wait times when processes are not perfectly balanced.
As a result, lead times is very short allowing very fast response to customers and maximum flexibility. Finished goods production can be minimised or eliminated.
By removing work in progress inventory, one piece flow also means that the factory footprint can be dramatically reduced as processes. There is no need for space to be left between processes to accommodate inventory so processes can be located adjacent to one another.
A Lean expert once explained to me that the reason we make process flow is so that we can see why flow stops and solve those problems. When we have batch production or have large inventory buffers, often the interruptions to flow are hidden along with associated waste.

One piece flow exposes this waste so we can eliminate it.
What are the Essential Requirements for Achieving One Piece Flow?
To achieve one piece flow you need to achieve level production. That means that the time it takes each process to complete its cycle, the cycle time, at each process needs to approximately match the rate of customer demand, or takt time. I say approximately, because if your cycle time exactly matches takt time then any minor disruption to the flow of production will cause the line to fall behind.
Yamazumi chart (also known as a Line Balance Chart)
Therefore, usually lines are designed so that cycle time is around 10% lower than takt time. Achieving level production is usually achieved through use of a line balance chart (or Yamazumi chart).
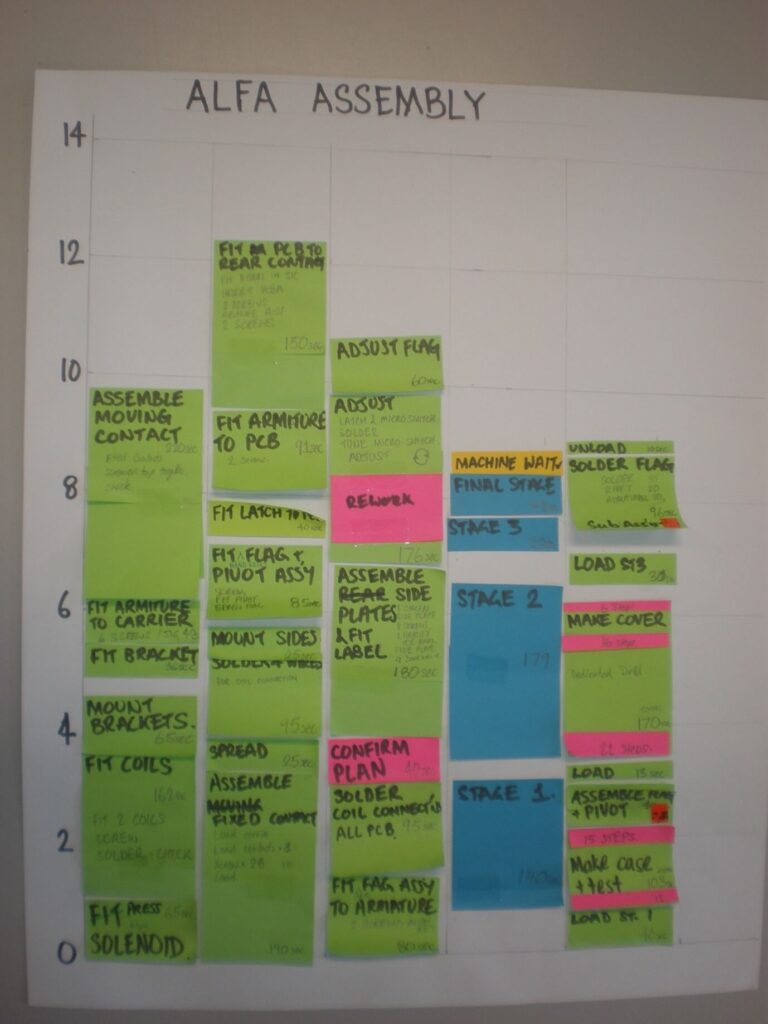
This is a simple bar chart comparing the cycle time at each process step with the takt time.
To create level production, the work elements are balanced across all the process so that each step has approximately the same amount of work.
Standard Work
The next essential element of one piece flow is standard work. To achieve a consistent cycle time and consistent outcome at each process step, it is important that these steps are completed in a standard way. Standard work means that the elements of each process are standardised in terms of the content of the task, the sequence in which the work elements are completed, the time it takes an average operator to complete the task and the outcome that is achieved.
When cycle times are levelled to match takt time and work is standardised so that it can be completed at a consistent rate, then you will be able to achieve one piece flow.
What Can Stop One Piece Flow?
One Piece Flow eliminates inventory buffers. Therefore, if there is an interruption or delay in one process, then the whole flow will stop.
This is often highlighted as a weakness of one piece flow, but in reality, as I explained at the start of this article, it is actually a strength because the interruptions to flow highlight problems that we can then solve to improve the process.
There are several problems that can stop one piece flow, but the most common are materials issues, failure to follow standard work, equipment downtime or defects.
Supplying Materials to a One Piece Flow Production Line
One piece flow relies on each operator at each step of the process having the right quantity of the correct materials exactly when they need them. Therefore robust systems of material supply are needed. There are several ways in which materials are supplied to a one piece flow production line.
Just-In-Time or Sequenced In Line
The most famous is just-in-time or sequenced in line. This means that parts and subassemblies are supplied to the line in a sequence that matches the sequence of products flowing down the line. Parts and subassemblies arrive in this sequence just before they are needed, hence “just-in-time”. This approach is particularly useful where there is a high degree of variation between products and is often used for complex subassemblies (e.g. seating and dashboards in automobile assembly).
Kanban
For more common parts such as fasteners or other items that might be used across many products, kanban systems are usually used. With kanban, parts are replenished as they are used. A signal such as a printed kanban card or a labelled parts bin is returned to the material store to trigger replenishment once the parts in a container has been consumed. By maintaining the optimum number of kanban cards or kanban containers in circulation the system ensures that the parts never run out.
Kitting
Another form of material control is kitting. In this approach, all the parts needed for a particular product are assembled together in to a “kit” before they reach the production line. This is often the easiest way to supply parts to a one piece flow line. By kitting parts ahead of production, shortages are detected early, before they reach the line. However kitting is itself a non-value-added task and so adds unnecessary cost, time and space to the process. It is a good way to get started with one piece flow though, particularly if the product is complex with a lot of parts and many variations.
Material Handlers
As well as deciding how to control the supply of parts, it is also important to have a system to deliver parts to the one piece flow production line. If operators have to leave the production line to collect more parts, the line wont work. Therefore dedicated material handlers are needed to supply parts to the line and return kanban cards and containers to the warehouse to trigger replenishment of parts that have been consumed. Ideally the process of replenishment should be standardised with material handlers following a standard route and completing their deliveries and pick ups in a standard cycle time.
Greater Quality Control
For one piece flow to work effectively products and parts flowing through the line must be of acceptable quality. If defective parts are supplied to the line or if a process upstream supplies defective products to the next process, then flow will stop. Worse, if defects are not detected, then defective finished goods will be produced which will mean that customer demand is not met, or defective product is sent to the customer.
Lean Production System and “Quality at the Source”
For one piece flow to work, every process step must aim to achieve perfect quality. We call this quality at the source and it is a key pillar of a Lean production system. The primary responsibility of each operator at each step of the process is to achieve perfect quality and when this can’t be achieved they need to stop production and signal the problem to their team leader.
When quality defects are detected, teams need to find out the root cause and take steps to eliminate these causes. Therefore, a robust system of problem solving is essential to support one piece flow.
Reliability and One Piece Flow
Another key cause of interruptions to production flow is poor performance of machines. This can be machines that form part of the flow production line or machines that supply parts to the production line. If machines break down, have other forms of downtime or fail to meet expected output, it becomes difficult to meet the target cycle time and processes upstream and downstream of the machine can be delayed.
Total Productive Maintenance
In Lean manufacturing we use an approach called Total Productive Maintenance to maximise the reliability of machines. This ensures that when machines need to run, they do so reliably, at the expected and produce quality products.
How do You Design a One Piece Flow Production Line
One piece flow sounds like a great system and the customer and financial benefits can be huge. However if you are currently running a traditional batching manufacturing process, how do you establish one piece flow?
Value Stream Mapping To Reduce Waste
You achieve this by value stream mapping your process. Value stream mapping starts with creating a current state map. Map the end-to-end flow of production from receiving the raw materials to shipping the finished goods to the customer. In doing so it highlights all the value-added and non-value-added time in the process and highlights the waste.
You also need to map the information flow from receiving orders and forecast from customers, through planning and scheduling production and ordering materials to arranging shipment.
Future State Map And Takt Time
Once you have completed the current state map, you then can develop a future state map. This is a step by step process that enables you to rethink your approach to production and align it with your customer demand (or takt time). Your future state will highlight where you can establish one piece flow in your process.
Not every process step will suit integration into a one piece flow cell. For example, some process such as batch mixing, stamping or injection moulding, involve a longer changeover between products and so need to run batches. The future state map will help you determine how to control the flow of parts and products between these processes and the one piece flow line.
Design Factory Layout
After you have designed your process, the next step will be to design your factory layout. This will include both the design of the one piece flow line as well as the layout of any processes upstream and downstream that do not form part of the line.
Once you have designed the overall layout, more detailed design of the individual workstations on the one piece flow line is needed. Workstations should be designed ergonomically to minimise materials handling by operators by making parts easily accessible and minimise unnecessary motion. Error proofing and mistake prevention tools should be incorporated in the design of work stations to prevent operators making known assembly errors.
Controlling Your One Piece Flow Line
To keep your one piece flow line running smoothly, it is important that production is released to the line at the rate of customer demand. The production line will process work at a constant rate, so it needs to be supplied work at a similar rate. Variation in the release of work to the line will cause interruptions in the flow or overload the line with work.
Also because different products might run at slightly different cycle times, it is also important to level the mix of products. Therefore, you need an effective system to control the release of work to the line. A load levelling box or Heijunka box is a simple tool that is often used to control the release of work.

When Things Go Wrong
As you will have gathered, one piece flow does not leave much margin for error. When things go wrong and the flow at one process is interrupted, the whole production line can potentially stop. Therefore a system is needed to ensure quick response to production problems. Operators can not afford to leave the line to look for help.
Andon
An Andon system is an effective way for operators to communicate that they need help. This might be triggered by a pull cord or button that switches on a light or sets off an alarm. Team leaders and other support team members then need to respond within a prescribed response time to help the operator with the issue and get the line back up and running.
Summary
One piece flow is the most efficient way to operate a product line.
It offers the minimum amount of waste, the smallest production footprint and the maximum level of flexibility. However, it is challenging to implement.
Start by designing your future state value stream map. This will show you where creating one piece flow might work in your process. Then design your layout and standard workstations to ensure minimum waste in the process.
Balance your process using a line balance chart and create standard work so that each process can be completed in the expected cycle time.
Establish an Andon system so that operators can quickly get help when problems occur. Develop effective systems for material replenishment and supplying materials to the line.
Its hard work, but the benefits can be transformational.

Author: Timothy McLean
Timothy McLean is the Managing Director of TXM Lean Solutions and is an author of Lean books.



